Для контроля изготовления деталей, сборки и ремонта механизмов и машин используют различные измерительные средства - инструменты и приборы. К измерительным средствам относятся штангенинструменты, микрометры, калибры, лекальные линейки, поверочные плиты и др.
Основными характеристиками измерительных средств являются: деление и цена деления шкалы, начальное и конечное значения шкалы, диапазон показаний шкалы, пределы измерения.
Деление шкалы - расстояние между двумя соседними ее штрихами.
Цена деления шкалы - значение измеряемой величины, соответствующее двум соседним отметкам шкалы.
Начальное и конечное значение шкалы - наименьшее и наибольшее значения измеряемых величин, указанных на шкале при бора или инструмента.
Диапазон показаний шкалы - область значений шкалы, ограниченная ее начальным и конечным значениями.
Пределы измерения - наибольшая и наименьшая величины, которые можно измерить данным инструментом или прибором.
Линейные размеры в машиностроении принято указывать в миллиметрах без записи наименования. Если размер указан в других производных единицах, то его записывают с наименованием, например: 1 см, 1 м и т. д.
К наиболее распространенным инструментам для измерения линейных величин в машиностроении применяются измерительные металлические линейки, штангенинструменты, микрометрические инструменты и т.д.
Измерительные металлические линейки применяются для неответственных измерений с малой точностью. Они изготовляются с верхними пределами измерения до 150; 300; 500; 1000 мм. Цена деления обычно составляет 1 мм. Погрешность измерения 0,5 мм.
Штангенинструменты применяются для более точных измерений. К ним относятся штангенциркули, служащие для измерения наружных и внутренних диаметров, длин, толщин деталей и т. п. (рисунок 1); штангенглубиномеры, предназначенные для измерения глубин глухих отверстий, измерения канавок, пазов, выступов (рисунок 2); штангенрейсмусы, служащие для выполнения точной разметки и измерения высот от плоских поверхностей (рисунок 3).
Во всех указанных штангенинструментах применены нониусы, по которым отсчитываются дробные доли делений основных шкал.
Рисунок 1 Штангенциркуль ШЦ-I 1 - штанга; 2 – губки для измерения внутренних размеров; 3 - подвижная рамка; 4 - зажим; 5 - шкала нониуса; 6 - линейка глубиномера, 7 – губки для измерения наружных размеров
Среди штангенинструментов наиболее широкое применение имеют штангенциркули . Они бывают трех типов:
ШЦ-I (пределы измерений 0-125 мм и точность измерений 0,1 мм);
ШЦ-II (пределы измерений 0-200 и 0-320 мм, точность измерений 0,05-0,1 мм);
ШЦ-III (пределы измерений 0-500; 250-710; 320-1000; 500-1400; 800-2000 мм, точность измерений 0,1 мм).
При сомкнутых губках нулевой штрих нониуса совпадает с нулевым штрихом основной шкалы. Ели раздвинуть губки штангенциркуля на 0,1 мм, то первый штрих нониуса совпадает со вторым штрихом штанги. Если раздвинуть губки на 0,2 мм, то совпадут второй и четвертый штрихи, на 0,3 мм- третий и шестой и т. д.
Таким образом, при измерении штангенциркулем целые миллиметры отсчитываются непосредственно по шкале штанги до нулевого штриха нониуса, а дробные (в данном случае десятые) доли миллиметра - по шкале нониуса. При этом дробная величина (количество десятых долей миллиметра) определяется умножением точности измерений (0,1 мм) на порядковый номер штриха нониуса (не считая нулевого), совпадающего со штрихом штанги. При чтении показаний штангенциркуль держат прямо перед глазами (рисунок 4).
Правильность необходимых размеров и формы деталей в процессе их изготовлении проверяют штриховым (шкальным) измерительным инструментом, а также поверочными линейками, плитами и пр.
Поэтому, кроме типового набора рабочего инструмента, слесарь должен иметь контрольноизмерительные инструменты. К ним относятся: масштабная линейка, рулетка, кронциркуль и нутромер, штангенциркуль, угольник, малка, транспортир, угломер, поверочная линейка и т. п.
Масштабная линейка имеет штрихи-деления, расположенные друг от друга на расстоянии 1 мм, 0,5 мм и иногда 0,25 мм. Эти деления и составляют измерительную шкалу линейки. Для удобства отсчета размеров каждое полусантиметровое деление шкалы отмечается удлиненным штрихом, а каждое сантиметровое – еще более удлиненным штрихом, над которым проставляется цифра, указывающая число сантиметров от начала шкалы. Масштабной линейкой производят измерения наружных и внутренних размеров и расстояний с точностью до 0,5 мм, а при наличии опыта – и до 0,25 мм. Масштабные линейки изготовляют жесткими или упругими с длиной шкалы в 100, 150, 200, 300, 500, 750 и 1000 мм, шириной 10–25 мм и толщиной 0,3–1,5 мм из углеродистой инструментальной стали марок У7 или У8.
Приемы измерения масштабной линейкой показаны на рис. 9.
Рис. 9. Масштабные металлические линейки и приемы измерения ими
Рулетка представляет собой стальную ленту, на поверхности которой нанесена шкала с ценой деления 1 мм (рис. 10). Лента заключена в футляр и втягивается в него либо пружиной (самосвертывающиеся рулетки), либо вращением рукоятки (простые рулетки), либо вдвигается вручную (желобчатые рулетки). Самосвертывающиеся и желобчатые рулетки изготовляются с длиной шкалы 1 и 2 м, а простые – с длиной шкалы 2, 5, 10, 20, 30 и 50 м. Рулетки применяются для измерения линейных размеров: длины, ширины, высоты деталей и расстояний между их отдельными частями, а также длин дуг, окружностей и кривых. Измеряя окружность цилиндра, вокруг него плотно обертывают стальную ленту рулетки. При этом деление шкалы, совпадающее с нулевым делением, указывает нам длину измеряемой окружности. Такими приемами пользуются обычно при необходимости определить длину развертки или диаметр большого цилиндра, если непосредственное измерение его затруднено.

Рис. 10. Рулетки:
а – кнопочная самосвертывающаяся, б – простая, в – желобчатая, вдвигающаяся вручную
Для переноса размеров на масштабную линейку и контроля размеров деталей в процессе их изготовления пользуются кронциркулем и нутромером.
Кронциркуль применяется для измерения наружных размеров деталей: диаметров, длин, толщин буртиков, стенок и т. п. Он состоит из двух изогнутых по большому радиусу ножек длиной 150–200 мм, соединенных шарниром (рис. 11, а). При измерении кронциркуль берут правой рукой за шарнир и раздвигают его ножки так, чтобы их концы касались проверяемой детали и перемещались по ней с небольшим усилием. Размер детали определяют наложением ножек кронциркуля на масштабную линейку.
Более удобным является пружинный кронциркуль (рис. 11, б), ножки такого кронциркуля под давлением кольцевой пружины стремятся разойтись, но гайка 2, навернутая на стяжной винт 3, укрепленный на одной ножке и свободно проходящий сквозь другую, препятствует этому. Вращением гайки 2 по винту 3 с мелкой резьбой устанавливают ножки на размер, который не может измениться произвольно. Точность измерения кронциркулем 0,25 – 0,5 мм.

Рис. 11. Кронциркуль и нутромер. Способы измерения
Изготовляют его из углеродистой инструментальной стали У7 или У8, а измерительные концы на длине 15–20 мм закаливают.
Нутромер служит для измерения внутренних размеров: диаметром отверстий, размеров пазов, выточек и т. п. На рис. 11, а, б показаны обыкновенный и пружинный нутромеры. В отличие от кронциркуля он имеет прямые ножки с отогнутыми губками. Устройство нутромера аналогично устройству кронциркуля.
При измерении диаметра отверстия ножки нутромера разводят до легкого касания со стенками детали и затем вводят в отверстие отвесно. Замеренный размер отверстия будет соответствовать действительному только в том случае, когда нутромер не будет перекошен, т. е. линия, проходящая через концы ножек, будет перпендикулярной оси отверстия. Отсчет размера производится по измерительной линейке; при этом одну ножку нутромера упирают и плоскость, к которой под прямым углом прижата торцовая грань измерительной линейки, и производят по ней отсчет размера (рис. 11, в). На рис. 11, г показано измерение развода ножек нутромера при помощи штангенциркуля. При этом обеспечивается большая точность (до ±0,1 мм), чем при отсчете по линейке.
Изготовляют нутромеры из углеродистой инструментальной стали У7 или У8 с закалкой измерительных концов на длине 15–20 мм.
Точность измерений, которую можно получить с помощью масштабной линейки, складного метра или рулетки, далеко не всегда удовлетворяет требованиям современного машиностроения. Поэтому при изготовлении ответственных деталей машин пользуются более совершенными масштабными инструментами, позволяющими определять размеры с повышенной точностью. К таким инструментам в первую очередь относится штангенциркуль.
Штангенциркуль применяется для измерений как наружных, так и внутренних размеров деталей (рис. 12, а). Он состоит из штанги 8 и двух пар губок: нижних 1 и 2 и верхних 3 и 4. Губки 1 и 4 изготовлены заодно с рамкой 6, скользящей по штанге. С помощью винта 5 рамка может быть закреплена в требуемом положении на штанге. Нижние губки служат для измерений наружных размеров, а верхние – для внутренних измерений. Глубиномер 7 соединен с подвижной рамкой 6, передвигается по пазу штанги 8 и служит для измерения глубины отверстий, пазов, выточек и др. Отсчет целых миллиметров производится по шкале штанги, а отсчет долей миллиметра – по шкале нониуса 9, помещенной в вырезе рамки 6 штангенциркуля.
Шкала нониуса имеет десять равных делений на длине 9 мм; таким образом, каждое деление шкалы нониуса меньше деления масштаба (линейки) на 0,1 мм. При измерении детали штангенциркулем сначала отсчитывают по шкале целое число миллиметров на штанге, отыскивая его под первым штрихом нониуса, а затем с помощью нониуса определяют десятые доли миллиметра. При этом намечают деление нониуса, совпадающее с делением на штанге. Порядковое число этого деления показывает десятые доли миллиметра, которые прибавляют к целому числу миллиметров. На рис. 12, б изображены три положения нониуса относительно шкалы штанги, соответствующие размерам: 0,1; 0,5 и 25,6 мм.

Рис. 12. Штангенциркуль с точностью измерения 0,1 мм
Зачастую приходится изготовлять детали, поверхности которых сопрягаются под различными углами. Для измерения этих углов пользуются угольниками, малками, угломерами и др. Угольники и малки являются наиболее распространенным инструментом для проверки прямых углов. Стальные угольники с углом в 90 ° бывают различных размеров, цельные или составные (рис. 13).
Угольники изготовляют четырех классов точности: 0, 1, 2 и 3. Наиболее точные угольники класса 0. Точные угольники с фасками называются лекальными (рис. 13, а, б). Для проверки прямых углов угольник накладывают на проверяемую деталь и определяют правильность обработки проверяемого угла на просвет. При проверке наружного угла угольник накладывают на деталь его внутренней частью (рис. 13, в), а при проверке внутреннего угла – наружной частью. Наложив угольник одной стороной на обработанную сторону детали, слегка прижимая его, совмещают другую сторону угольника с обрабатываемой стороной детали и по образовавшемуся просвету судят о точности выполнения прямого угла (рис. 13, г). Иногда размер просвета определяют с помощью щупов. Необходимо следить за тем, чтобы угольник устанавливался в плоскости, перпендикулярной к линии пересечения плоскостей, образующих прямой угол (рис. 13, д). При наклонных положениях угольника (рис. 13, е, ж) возможны ошибки замеров.

Рис. 13. Угольники с углом 90° и способы их применения
Простая малка (рис. 14, а) состоит из обоймы 1 и линейки 2 , закрепленной шарнирно между двумя планками обоймы. Шарнирное крепление обоймы позволяет линейке занимать по отношению к обойме положение под любым углом. Малку устанавливают на требуемый угол по образцу детали или по угловым плиткам. Требуемый угол фиксируется винтом 3 с барашковой гайкой.
Простая малка служит для измерения (переноса) одновременно только одного угла.
Универсальная малка служит для одновременного переноса двух или трех углов.
Для измерения или разметки углов, для настройки малок или определения величины перенесенных ими углов пользуются угломерными инструментами с независимым углом. К таким инструментам относятся транспортиры и угломеры. Транспортиры обычно применяются для измерения и разметки углов на плоскости. Угломеры бывают простые и универсальные.

Рис. 14. Простая малка и способы ее применения
Простой угломер состоит из линейки 1 и транспортира 2 (рис. 15, а). При измерениях угломер накладывают на деталь так, чтобы линейка 1 и нижний обрез m полки транспортира 2 совпадали со сторонами измеряемой детали 3. Величину угла определяют по указателю 4, перемещающемуся по шкале транспортира вместе с линейкой. Простым угломером можно измерять величину углов с точностью 0,5–1°.

Рис. 15. Угломеры: а – простой, б – оптический
Оптический угломер состоит из корпуса 1 (рис. 15, б), в котором закреплен стеклянный диск со шкалой, имеющей деления в градусах и минутах.
Цена малых делений 10 ". С корпусом жестко скреплена основная (неподвижная) линейка 3. На диске 5 смонтирована лупа 6, рычаг 4 и укреплена подвижная линейка 2 . Под лупой параллельно стеклянному диску расположена небольшая стеклянная пластинка, на которой нанесен указатель, ясно видимый через окуляр лупы. Линейку 2 можно перемещать в продольном направлении и с помощью рычага 4 закреплять в нужном положении. Во время поворота линейки 2 в ту или другую сторону будут вращаться в том же направлении диск 5 и лупа 6. Таким образом, определенному положению линейки будет соответствовать вполне определенное положение диска и лупы. После того, как они будут закреплены зажимным кольцом 7, наблюдая через лупу 6, производят отсчет показаний угломера.
Оптическим угломером можно измерять углы от 0 до 180 °. Допускаемые погрешности показания оптического угломера ±5 ".
Поверочные линейки служат для проверки плоскостей на прямолинейность. В процессе обработки плоскостей чаще всего пользуются лекальными линейками. Они подразделяются на линейки лекальные с двусторонним скосом, трехгранные и четырехгранные (рис. 16, а).

Рис. 16. Лекальные линейки: а – конструктивные формы линеек: двухсторонняя, трехгранная, четырехгранная, б – прием наложения линейки
Лекальные линейки изготовляются с высокой точностью и имеют тонкие ребра с радиусом закругления 0,1–0,2 мм, благодаря чему можно весьма точно определить отклонение от прямолинейности по способу световой щели (на просвет). Для этого линейка своим ребром устанавливается на проверяемую поверхность детали против света (рис. 16, б). Имеющиеся отклонения от прямолинейности будут при этом заметны между линейкой и поверхностью детали. При хорошем освещении можно обнаружить отклонение от прямолинейности величиной до 0,005-0,002 мм. Лекальные линейки изготовляются длиной от 25 до 500 мм из углеродистой инструментальной или легированной стали с последующей закалкой.
Хранение измерительного инструмента и уход за ним. Точность и долговечность инструмента зависят не только от качества изготовления и умелого обращения, но также от правильного хранения и ухода за ним.
Простейший измерительный инструмент хранится обычно в ящике верстака, где его располагают в определенном порядке по типам инструмента и размерам. Штангенциркули и лекальные линейки хранятся в специальных футлярах с закрывающимися крышками. Для предохранения инструментов от ржавчины их смазывают тонким слоем чистого технического вазелина, предварительно хорошо протерев сухой тряпкой. Перед употреблением инструмента смазка удаляется чистой тряпкой или промыванием в бензине. При появлении пятен ржавчины на инструменте его необходимо положить на сутки в керосин, после чего промыть бензином, насухо протереть и снова смазать.
В процессе изготовления
Измерительный инструмент - инструмент, предназначенный для измерения линейных объектов.
Простые измерительные инструменты
Измерительная Линейка
Измерительная Линейка - простейший измерительный геометрический инструмент, линейка имеет нанесённые деления, кратные единице измерения длины (сантиметр, дюйм), которые используются для измерения расстояний.
Измерительная рулетка

Штангенинструмент
Штангенинструмент - инструмент для измерений и разметки линейных размеров:
а) отверстий и валов (штангенциркуль);
б) глубины и длины (штангенрейсмас, штангенглубиномер);
в) зубьев зубчатых колес (штангензубомер).
Точность его измерения - десятые доли миллиметра.
Штангенциркуль
Штангенциркуль - универсальный инструмент, предназначенный для высоко-точных измерений наружных и внутренних размеров, а также глубин отверстий.

2)подвижная рамка
3)шкала штанги
4)губки для внутренних измерений
5)губки для наружных измерений
6)линейка глубиномера
8)винт для зажима рамки
Штангенглубиномер
Штангенглубиномер служит для измерений глубин выточек, канавок, уступов и т. д. Отличается от штангенциркуля тем, что не имеет на штанге подвижных губок.

Штангенрейсмус
Измерительный прибор. Предназначен для измерения глубины выемок и впадин.

Угломер
Угломер - угломерный прибор, предназначенный для измерения геометри-ческих углов в различных конструкциях (наружных и внутренних углов изделий.), в деталях и между поверхностями (в основном контактным методом) и между удаленными объектами (оптическим методом). Измерение производится в градусах, на основе линейчатой шкалы, линейчато-круговой шкалы (с механическим указателем или стрелкой), нониуса или в электронном виде, в зависимости от типа прибора.
Конструкция угломеров позволяет производить разметочные работы на плоскости.

Микрометрический инструмент
Микрометр гладкий
Микрометр гладкий - средство для измерения наружных линейных размеров.

Показания по шкалам гладкого микрометра отсчитывают в следующем порядке:
· по шкале стебля читают отметку около штриха, ближайшего к торцу скоса барабана;
· по шкале барабана читают отметку около штриха, ближайшего к продольному штриху стебля;
· складывают оба значения и получают показание микрометра.
Для удобства и ускорения отсчёта показаний имеются гладкий микрометр с цифровой индикацией.
Микрометр резьбовой
Резьбовой микрометр служит для измерения среднего диаметра метрической и дюймовой резьб и имеет такое же устройство, как и обычный микрометр, но отличается от последнего только наличием отверстия в пятке и шпинделе, куда вставляются специальные сменные вставки различной формы: призматические, конические,плоские,шаровые.



а – общий вид,
б – вставки,
в – приемы измерения;
1 – пятка,
2 – шпиндель,
3 и 5 – резьбовые вставки,
4 – измеряемая деталь
К каждому микрометру даются наборы таких вставок, которые укладываются в футляр парами и предназначаются для измерения резьбы с шагом 1 -1,75; 1,75-2,5 и т.д. Угол профиля вставок должен соответствовать углу профиля проверяемой резьбы.
Средний диаметр резьбы детали 4 проверяют призматической вставкой 5, вставляемой в один из витков резьбы; с другой стороны, перпендикулярно оси резьбы в впадину резьбы вставляется конусная вставка 3. Отсчет измерений производится по
шкалам микрометра.
Микрометрический глубиномер
Предназначен для измерения глубины пазов, отверстий и высоты уступов.

Микрометрические глубиномеры имеют такое же устройство, как и микрометры, только вместо скобы имеется основание (90x12 мм) 1 с измерительным стержнем 2. Основание и измерительный стержень закалены. Каждый микрометрический глубиномер снабжен тремя сменными стержнями с пределами измерения 0-25 мм; 25-50 мм; 50-75 мм; 75-100 мм.

1 - основание, 2 – стержень
Микрометрический нутромер
Микрометрический нутромер - это прибор, с помощью которого производят более точные измерения отверстий абсолютным методом, также имеет сменные удлинители.

4)Инструмент с измерительной головкой часового типа:
Стенкомер (толщиномер)
Стенкомер – прибор промышленного назначения, предназначен для контроля и измерения наружных и внутренних размеров, толщины стенок заготовок, канавок. Стенкометр удобен для измерения толщины стенок труб. Диапазон измерения стенкометра от 25 до 50мм. Цена деления 0,1мм до 1 мм, глубина измерения 160мм, наименьший диаметр отверстия 20мм. Пределы допускаемой погрешности ±0,10. Стенкомер индикаторный изготавливается из углеродистой или нержавеющей стали. Стенкомер индикаторный - измерительный прибор, применяемый для измерения линейных размеров контактным методом. Вид измерений – абсолютный.

Стенкомер индикаторный состоит из неподвижной верхней рамки (корпуса) с рукояткой, подвижной нижней рамки, которая прижимается к неподвижной с помощью возвращающей пружины. К верхней рамке прикреплен индикатор часового типа, измерительный стержень которого упирается в горизонтальный выступ нижней рамки. При отжатии нижней рамки, выступ нижней рамки перемещает стержень индикатора. Перемещение измерительного стержня преобразуется зубчатым механизмом измерительной головки часового типа в перемещение стрелки измерительной головки. Отсчет снимается со шкал головки: основной и вспомогательной.
Индикаторный нутромер
Индикаторный нутромер – устройство для внутренних измерений. Индикаторы предназначаются для относительного или сравнительного измерения и проверки отклонений от формы, размеров, а также взаимного расположения поверхностей детали. Этими инструментами проверяют горизонтальность и вертикальность положения плоскостей отдельных деталей (столов, станков и т. п.), а также овальность, конусность валов, цилиндров и др.

1-индикатор часового типа
6-тройник головки нутромера
8- измерительный стержень
9- рычажок
10-стержнь
11- спиральная пружина
Кроме того, индикаторы применяются для проверки биения зубчатых колес, шкивов, шпинделей и других вращающихся деталей. Еще они бывают часового и рычажного типа.
Наибольшее распространение имеют индикаторы часового типа, которые в сочетании с другими инструментами (нутромерами, глубиной мерами и др.) используются для измерения внутренних и наружных размеров, параллельности, плоскостности и т. д.
Часовой индикатор
Он состоит из корпуса 4, в котором через всю длинную втулку 6 проходит измерительный стержень 7 (шпиндель) с зубчатой рейкой, нарезанной на его поверхности. 
5)Предельные калибры
Измерительные пробки
Для проверки диаметров отверстий. Непроходная сторона отличается от проходной меньшей длиной измерительной части или наличием проточки у ручки или вставки 
Измерительные скобы
Для проверки диаметров валов и длин.

6)Шаблоны
Шаблон - пластина (лекало, трафарет) с вырезами, по контуру которых изготовляются чертежи или изделия либо инструмент для измерения размеров.
Для измерения наружных и внутренних углов. Проверка отклонения от угла производится наблюдением «на просвет».

Лекальные линейки
Линейка предназначена для проверки прямолинейности методом световой щели «на просвет» и применяется при лекальных, слесарных и контрольных операциях.



Лекальные линейки изготовляются из инструментальной углеродистой или легированной стали с высокой точностью и имеют тонкие рабочие грани, называемые ребрами или лезвиями, с радиусом закругления 0,1-0,2 мм, благодаря чему можно весьма точно определять отклонения от прямолинейности.
Поверочная плита
Поверочная плита - металлическая плита с нормированной плоскостностью и чистотой поверхности: предназначенная для контроля плоскостности деталей и разметочных работ; используемая в качестве установочной поверхности при сборке, измерениях и поверках.

Угольники
Угольники поверочные лекальные плоские предназначены для проверки прямых углов (90°) и применяются при слесарно-сборочных и лекальных работах для контроля взаимной перпендикулярности деталей.

Радиусные шаблоны

Радиусные шаблоны предназначены для оценки радиусов выпуклых и вогнутых поверхностей. Изготавливаются три набора радиусных шаблонов. В каждом наборе скомплектованы пластины для контроля, как наружного, так и внутреннего радиусов. Конструкция обоймы набора обеспечивает возможность свободной замены шаблона, а также регулирования плавности вращения их на оси.
Шаблоны резьбовые
Шаблоны резьбовые используются для определения шага и угла профиля резьбы. Шаблоны резьбовые – это стальные пластины с зубцами, расположенными по осевому профилю резьбы. Шаблоны резьбовые бывают для измерения дюймовой или метрической резьбы.

Для определения шага и угла профиля резьбы шаблон резьбовой совмещают с резьбой проверяемой детали так, чтобы зубцы шаблона поместились во впадины резьбы. Далее по плотности прилегания граней шаблона резьбового к резьбе и определяют соответствие шага и угла профиля резьбы шагу и углу профиля шаблона резьбового.
В технике под таким понятием, как измерение , подразумевается некая совокупность действий, результатом совершения которых является определение того числового значения, которое имеет некая физическая величина предмета. Измерения производятся при помощи специальных технических средств опытным путем.
В такой отрасли промышленности, как машиностроение, без проведения разнообразных измерений обойтись совершенно невозможно. От того, с какой точностью они осуществляются, в результате напрямую зависит качество выпускаемой продукции. Что касается значений точности измерений , то на современных машиностроительных предприятиях она, как правило, в пределах от 0,001 миллиметра до 0,1 миллиметра.
Для того чтобы быстро и с минимальными погрешностями производить технические измерения , используются специализированные приборы и конструкции.
Металлическая линейка
Именно этот мерительный инструмент является, пожалуй, наиболее простым по своей конструкции. С помощью металлических линеек значение измеряемой величины определяется непосредственно.
Металлическая линейка
Следует заметить, что эти мерительные приспособления широко используются также и для проведения разметки материалов и деталей. Современная промышленность изготавливает их с пределами измерений в 1000 , 500 , 300 и 150 миллиметров, при этом на них наносится или одна, или две шкалы.
Штангенциркуль
Этот широко распространенный и активно используемый в технике (особенно в машиностроении) мерительный инструмент устроен намного сложнее, чем металлическая линейка, и обеспечивает гораздо более высокую точность измерений. Штангенциркуль состоит из таких основных частей, как линейка-штанга, на грани которой нанесена основная шкала с равноудалёнными делениями через 1 миллиметр, и нониус – отсчетное приспособление с дополнительной штриховой шкалой.

Штангенциркуль
Цена деления нониусов современных штангенциркулей составляет или 0,1 , или 0,05 миллиметра, а что касается предела измерений, то он достигает 2000 миллиметров.
Штангенциркули используются для осуществления измерений как наружных, так и внутренних размеров деталей, а также глубин отверстий. Кроме того, их применяют для производства различных разметочных работ.

Штангенрейсмас
Штангенрейсмас
Этот мерительный инструмент предназначается для того, чтобы производить измерения высот деталей и осуществлять их точную разметку. Максимальный предел измерений штангенрейсмасов составляет 2500 миллиметров, а цена деления их нониусов – 0,1 или 0,05 миллиметра.
В большинстве случаев этот мерительный инструмент используется при работах на специальных чугунных плитах. Именно на них он устанавливается вместе с теми деталями, которые нужно измерить или же разметить.
Для того чтобы с помощью штангенрейсмаса нанести на размечаемой детали линию, используется специальная сменная ножка. Сам же мерительный инструмент при этом перемещается непосредственно по поверхности плиты.
Микрометр
Мерительный инструмент этого типа предназначается для того, чтобы производить достаточно точные измерения малых линейных размеров. Максимальный предел измерений современных микрометров достигает 600 миллиметров, а точность – 0,01 миллиметра.

Микрометр
Микрометры (как, впрочем, и все микрометрические инструменты) оборудованы специальными отсчетными узлами, устроенными на основе винтовой пары, имеющей шаг резьбы 0,5 миллиметра. С ее помощью осуществляется преобразование продольного перемещения мерительного винта в перемещения окружные, совершаемые шкалой барабана. Именно на основании угла его поворота и определяется значение измеряемого размера.

Микрометрический глубиномер
Микрометрический глубиномер
По сути дела этот мерительный инструмент устроен точно так же, как и микрометр. Разница состоит лишь в том, что он оснащается не скобой, а основанием. Именно в него устанавливается так называемый мерительный стебель. Для того чтобы с помощью микрометрического глубиномера измерить глубину, применяется специальный стержень. Он устанавливается на винте и имеет особую форму. Предел измерений современных микрометрических глубиномеров составляет до 300 миллиметров, а цена деления их нониусов - 0,01 миллиметра.

Индикатор часового типа
Индикатор часового типа
Этот мерительный инструмент представляет собой устройство, где совсем небольшие перемещения, которые производит измерительный щуп, преобразуются в угловые перемещения стрелки. Индикаторы часового типа используются тогда, когда требуется со значительной степенью точности определить те отклонения, которые по своей геометрической форме некая деталь имеет по отношению к заданным параметрам. Кроме того, эти приборы используются для контроля взаимного расположения поверхностей.

Угломер механический
Угломер
Этот мерительный инструмент предназначен для определения значений углов, которые в технике очень часто встречаются в различных сборках, деталях и конструкциях. С помощью угломеров производятся измерения в углах, градусах и секундах, для чего используются вспомогательные элементы и линейчатая шкала.

Резьбомер
Резьбомер
Этот мерительный инструмент используется для того, чтобы точно определять шаг и профиль резьбы. Конструктивно он представляет собой пакет металлических шаблонов, каждый из которых в точности повторяет конфигурацию той или иной резьбы. Резьбомеры, которые предназначены для определения шага метрических резьб, имеют маркировку М60° , а те мерительные приспособления, которые предназначаются для определения количества ниток на дюйм, при измерении дюймовых и цилиндрических трубный резьб, маркируются как Д55 .

Радиусомер
Радиусомер
Этот мерительный инструмент предназначен для измерения галтелей и радиусов закруглений. Он представляет собой набор металлических шаблонов, изготовленных в виде пластин из высококачественной легированной стали. При этом все они подразделяются на те, что используются для измерения выступов и те, которые предназначены для измерения впадин.

Концевые меры длины
Концевые меры длины
Концевые меры длины (нередко их называют еще «плитками Иогансона ») представляют собой меры, выполненные в виде цилиндра или параллелепипеда, имеющие строго определенные расстояния между измерительными плоскостями. Они могут составлять от 0,5 миллиметра до 1000 миллиметров.
Выбор средств измерений при проверке точности деталей – один из важнейших этапов разработки технологических процессов технического контроля.
Основные принципы выбора средств измерений заключаются в следующем: точность средства измерений должна быть достаточно высокой по сравнению с заданной точностью выполнения измеряемого размера, а трудоемкость измерений и их стоимость должны быть возможно более низкими, обеспечивающими наиболее высокие производительность труда и экономичность.
Недостаточная точность измерений приводит к тому, что часть годной продукции бракуют (ошибка первого рода); в то же время по той же причине другую часть фактически негодной продукции принимают как годную (ошибка второго рода).
Излишняя точность измерений, как правило, бывает связана с чрезмерным повышением трудоемкости и стоимости контроля качества продукции, а следовательно, ведет к удорожанию ее производства.
При выборе измерительных средств и методов контроля изделий учитывают
- допустимую погрешность измерительного прибора–инструмента;
- цену деления шкалы;
- порог чувствительности;
- пределы измерения, массу, габаритные размеры, рабочую нагрузку и др.
Определяющим фактором является допускаемая погрешность измерительного средства, что вытекает из стандартизованного определения действительного размера как и размера, получаемого в результате измерения с допустимой погрешностью.
Самый простой способ выбора средств измерений основан на том, что точность средства измерений должна быть в несколько раз выше точности изготовления измеряемой детали. При контроле точности технологических процессов измерением точности размеров деталей рекомендуется применять средства измерений с ценой деления не более 1/6 допуска на изготовление.
Значение допустимой погрешности измерения зависит от допуска, который связан с номинальным размером и с квалитетом точности размера контролируемого изделия. Расчетные значения допустимой погрешности измерения в мкм приводятся в стандартных таблицах.
2. Контрольно-измерительные инструменты
К инструментам с линейным нониусом относятся штангенциркуль, штангенрейсмас и штанген-глубиномер. Основой штангенинструмента является линейка – штанга с нанесенными на ней делениями; это – основная шкала. По штанге движется рамка с вырезом, на наклонной грани которого нанесена нониусная (вспомогательная) шкала.
Штангенциркуль (рис. 2) предназначен для измерения линейных размеров (диаметров, глубины, ширины, толщины и т.п.). На длине 9 мм рамки (нониуса), соответствующей 9 делениям штанги, нанесено 10 равных делений. Таким образом, каждое деление нониуса равно 0,9 мм.
Рис. 2.
Если поставить рамку так, чтобы шестой штрих нониуса стал против шестого штриха штанги, то зазор между губками будет равен 0,6 мм (рис. 3, А).
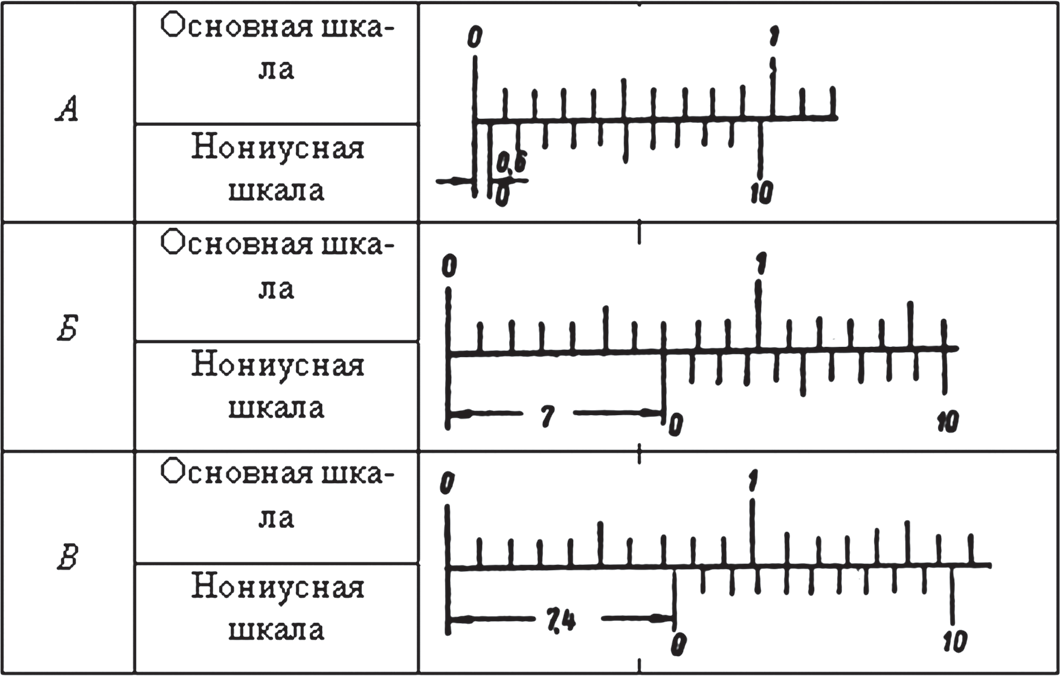
Рис. 3. А – на размер 0,6 мм; Б – на размер 7 мм; В – на размер 7,4 мм
Если нулевой штрих нониуса совпал с каким-либо штрихом на штанге, например с седьмым, то это деление и указывает действительный размер в миллиметрах, т.е. 7 мм (рис. 3, Б).
Если нулевой штрих нониуса не совпал ни с одним штрихом на штанге, то ближайший штрих на штанге слева от нулевого штриха нониуса показывает целое число миллиметров. Десятые доли миллиметра равны порядковой цифре штриха нониуса вправо, не считая нулевого, который точно совпал со штрихом штанги – основной шкалы (например 7,4 мм на рис. 3, В).
Кроме нониусов с величиной отсчета 0,1 мм применяются нониусы с величиной отсчета 0,05 и 0,02 мм.
предназначаются для точной разметки и измерения высот от плоских поверхностей.
Штангенрейсмас (рис. 4, а) состоит из основания 8, в котором жестко закреплена штанга 1 со шкалой; рамки 2 с нониусом 6 и стопорным винтом 3; устройства для микрометрической подачи 4, включающего в себя движок, винт, гайку и стопорный винт; сменных ножек для разметки 7 с острием и для измерения высот 9 с двумя измерительными поверхностями, нижней плоской и верхней в виде острого ребра шириной не более 0,2 мм (рис. 4, б); зажима 5 для закрепления ножек 7 и 9 и державки 10 на выступе рамки (рис. 4, в) для игл различной длины.

Рис 4.
Шкала и нониус такие же, как и у других штангенинструментов.
Измерение или разметка штангенрейсмасом производится на разметочной плите. Перед измерением проверяется нулевая установка инструмента. Для этого рамку с ножкой опускают до соприкосновения с плитой или специальной базовой поверхностью (в зависимости от вида ножки). При таком положении нулевое деление нониуса должно совпасть с нулевым делением шкалы штанги.
После выверки штангенрейсмаса можно приступать к измерениям. При измерении высоты детали опускают вручную рамку с ножкой, немного не доводя ее до детали. Дальнейшее перемещение ножки до соприкосновения с деталью осуществляется с помощью гайки микрометрической подачи. Степень прижима ножки к детали определяется на ощупь. В установленном положении рамку закрепляют.
При разметке размер устанавливается по шкалам нониуса и штанги заранее. Риска на детали прочерчивается острым концом ножки при перемещении штангенрейсмаса по плите. При измерении с помощью игл (рис. 4, в) необходимо от показания штангенрейсмаса М вычесть величину m, которая соответствует такому положению рамки 2, когда острие иглы находится в одной плоскости с плоскостью основания.
Индикаторы часового типа . Вследствие небольшого предела измерений инструменты этой группы предназначаются главным образом для относительных (сравнительных) измерений путем определения отклонений от заданного размера. В сочетании со специальными приспособлениями эти приборы могут применяться и для непосредственных измерений. Они используются также и для контроля правильности геометрических форм деталей машин и их взаимного расположения. Наибольшее распространение из приборов этой группы получили индикаторы часового типа (рис. 5, а) с ценой деления 0,01 мм; применяются также индикаторы с ценой деления 0,002 мм.
При перемещении измерительного стержня на 1 мм стрелка индикатора делает полный оборот. Индикаторы, пределы измерения которых более 3 мм, имеют счетчик оборотов стрелки.
Практика измерений . Индикаторы часового типа применяют при измерениях радиального и осевого биения, отклонений от прямолинейности, отклонений положения одной детали относительно другой, при проверке взаимного расположения поверхностей и пр.

Рис. 5. Индикатор часового типа (а) и установка индикатора для измерения: б – на универсальном штативе; в – различные способы крепления индикаторной головки на штативе
При измерениях применяют универсальный штатив и другие приспособления.
Индикатор, установленный в универсальном штативе (рис. 5, б), может занимать самые различные положения по отношению к проверяемому изделию. Конструктивное оформление универсальных штативов может быть различным, но принципиальная схема их остается одной и той же. Варианты приведены на рис. 5, в.
При любом измерении индикатором (абсолютном или относительном) его нужно установить в некоторое начальное положение. Для этого измерительный наконечник приводят в соприкосновение с поверхностью установочной меры (или столика). Индикатор подводят так, чтобы стрелка его сделала 1–2 оборота. Таким образом стержню индикатора дается натяг, чтобы в процессе измерения индикатор мог показать как отрицательные, так и положительные отклонения от начального положения или установочной меры. Стрелка индикатора при этом устанавливается против какого-либо деления шкалы. Дальнейшие отсчеты следует вести от этого показания стрелки, как от начального. Чтобы облегчить отсчеты, начальное показание обычно приводят к нулю. Установка индикатора на нуль осуществляется поворотом циферблата за рифленый ободок.
При измерениях индикаторным нутромером его предварительно настраивают на измеряемый размер по микрометру, блоку плоскопараллельных концевых мер или калиброванному кольцу и после этого устанавливают на нуль.
Настроенный нутромер осторожно вводят в измеряемое отверстие и небольшими покачиваниями (рис. 6, а) определяют отклонение стрелки от нулевого положения. Это и будет отклонение измеряемого размера от того, на который был настроен. В тех случаях, когда измерительный стержень индикаторной головки не может коснуться измеряемой поверхности, прибегают к специальным рычажным приспособлениям, соединенным с корпусом индикатора. Устройство этих приспособлений ясно из рисунка (рис. 6, б).

Рис. 6. Индикаторный нутромер (а) и рычажные приспособления к индикатору (б), применяемые для измерений в труднодоступных местах
Микрометры для наружных измерений (рис. 7), микрометрические нутромеры и микрометрические глубиномеры относятся к микрометрическим инструментам.

Рис. 7. 1 – пятка; 2 – микрометрический винт; 3 – стопорная гайка; 4 – втулка; 5 – барабан; 6 – трещотка; 7 – скоба
Отсчетное устройство микрометрических инструментов состоит из втулки 1 (рис. 8, а) и барабанчика 2. На втулке по обе стороны продольной линии нанесены две шкалы с делениями через 1 мм так, что верхняя шкала сдвинута по отношению к нижней на 0,5 мм.
На скошенном конце барабанчика имеется круговая шкала с 50 делениями. При вращении барабанчик перемещается вдоль втулки и за один оборот проходит путь, равный 0,5 мм. Следовательно, цена деления шкалы барабанчика равна 0,5:50=0,01 мм.
При измерениях целое число миллиметров отсчитывают по нижней шкале, половины миллиметров – по верхней шкале втулки, а сотые доли миллиметра – по шкале барабанчика. Число сотых долей миллиметра отсчитывают по делению шкалы барабанчика, совпадающему с продольной риской на втулке.
Примеры отсчета по шкалам микрометра приведены на рис. 8.

Рис. 8. а – 11,0 мм; б – 9,36 мм; в – 10,5 мм; г – 9,86 мм
Чтобы при измерении микрометром ограничить силу натяжения на измеряемую деталь и обеспечить постоянство этой силы, микрометр снабжается трещоткой.
Перед тем как прочесть показания микрометра, барабанчик закрепляют с помощью специального стопора.
Кроме обычных штангенциркулей и других инструментов с нониусной шкалой и шкалой часового типа применяют также и модели инструментов с электронными цифровыми индикаторами, которые выводят на экран в цифровом виде показания значений произведенного измерения.
При эксплуатации измерительных приборов следует помнить, что измерительные поверхности у наконечников должны быть чистыми, а измеряемые поверхности деталей должны быть чистыми и их температура не должна отличаться от температуры измерительных приборов. Недопустимо измерять горячие детали точными измерительными приборами. В руках измерительные приборы долго держать нельзя, так как это влияет на точность измерений. Не допускается измерять подвижные детали, потому что это опасно, приводит к быстрому износу измерительных поверхностей инструмента и к потере точности результатов измерения.
При кратковременном и длительном хранении измерительный инструмент протирают мягкой ветошью с авиабензином и смазывают тонким слоем технического вазелина. Измеряющие поверхности наконечников отделяют друг от друга, а стопоры ослабляют. При длительном хранении инструменты обертывают промасленной бумагой.
Перед тем как приступить к измерениям рекомендуют проверить нуль показаний средств измерения. Для этого предварительно настраивают показания шкалы инструмента на измеряемый размер по мерным плиткам (плоскопараллельным концевым мерам) или по калиброванному кольцу или валику и таким образом определяют положение нуля при измерениях.
Щупы служат для определения величины зазоров с точностью 0,01 мм (рис. 9).

Рис. 9.
Щупы изготовляются 1-го и 2-го классов точности с толщиной пластин от 0,03 до 1 мм и с интервалом 0,01 мм или больше, в зависимости от номера набора.
(рис. 10) являются основными средствами проверки плоскостности поверхности детали методом на краску. Плиты изготовляют из чугуна размерами от 100х200 до 1000х1500 мм.
На поверхности плит не должно быть коррозийных пятен или раковин.
Поверочные плиты служат не только для контроля плоскостности. Их широко используют в качестве базы для различных контрольных операций с применением универсальных средств измерений (рейсмусов, индикаторных стоек и др.)

Рис. 10.
Поверочные линейки стальные . Отклонения от плоскостности и прямолинейности (отклонения формы плоских поверхностей) контролируют с помощью поверочных линеек (рис. 11). Поверочные линейки выпускают лекальные с двусторонним скосом (рис. 11, а); трехгранные (рис. 11, б) и четырехгранные (рис. 11, в); с широкой рабочей поверхностью (прямоугольного сечения (рис. 11, г) и двутаврового сечения (рис. 11, д), “чугунные мостики” (рис. 11, е).

Рис. 11
Линейки выпускаются различных размеров (LxHxB мм): а – до 320х40х8; б – до 320х30; в – до 320х25; г – до 1000х60х12; д – до 4000х160х30.
Поверочные линейки изготовляют длиной: лекальные – до 500 мм, “чугунные мостики” – до 2500 мм и более. Лекальные применяют для контроля прямолинейности поверхности детали “на просвет”, а поверочные линейки “чугунные мостики” – применяют для проверки прямолинейности “на краску”, с помощью щупа или папиросной бумажки.
При проверке на просвет (рис. 12, а) лекальную линейку укладывают острым скосом на проверяемую поверхность, а источник света помещают сзади линейки и детали. Минимальная ширина щели, улавливаемая глазом, составляет 3…5 мкм. Для контроля щели просвета обычно используют щупы.

Рис. 12. Схема контроля отклонения от плоскостности лекальной линейкой “на просвет”: а – визуально; б – с образцом просветов
Измерение отклонений от прямолинейности лекальными линейками “на просвет” требует навыка от исполнителя. Для выработки навыка оценивать на глаз по величине просвета величину отклонения от прямолинейности применяют образец просветов (рис. 12, б), который состоит из лекальной линейки 1, комплекта из четырех концевых мер длины с градацией 1 мкм, двух одинаковых концевых мер длины (2) и стеклянной пластины 3. При измерении между концевыми мерами длины и ребром линейки образуются “просветы”, окрашенные в разные цвета вследствие дифракции видимого света и от величины зазора между линейкой и концевой мерой длины.